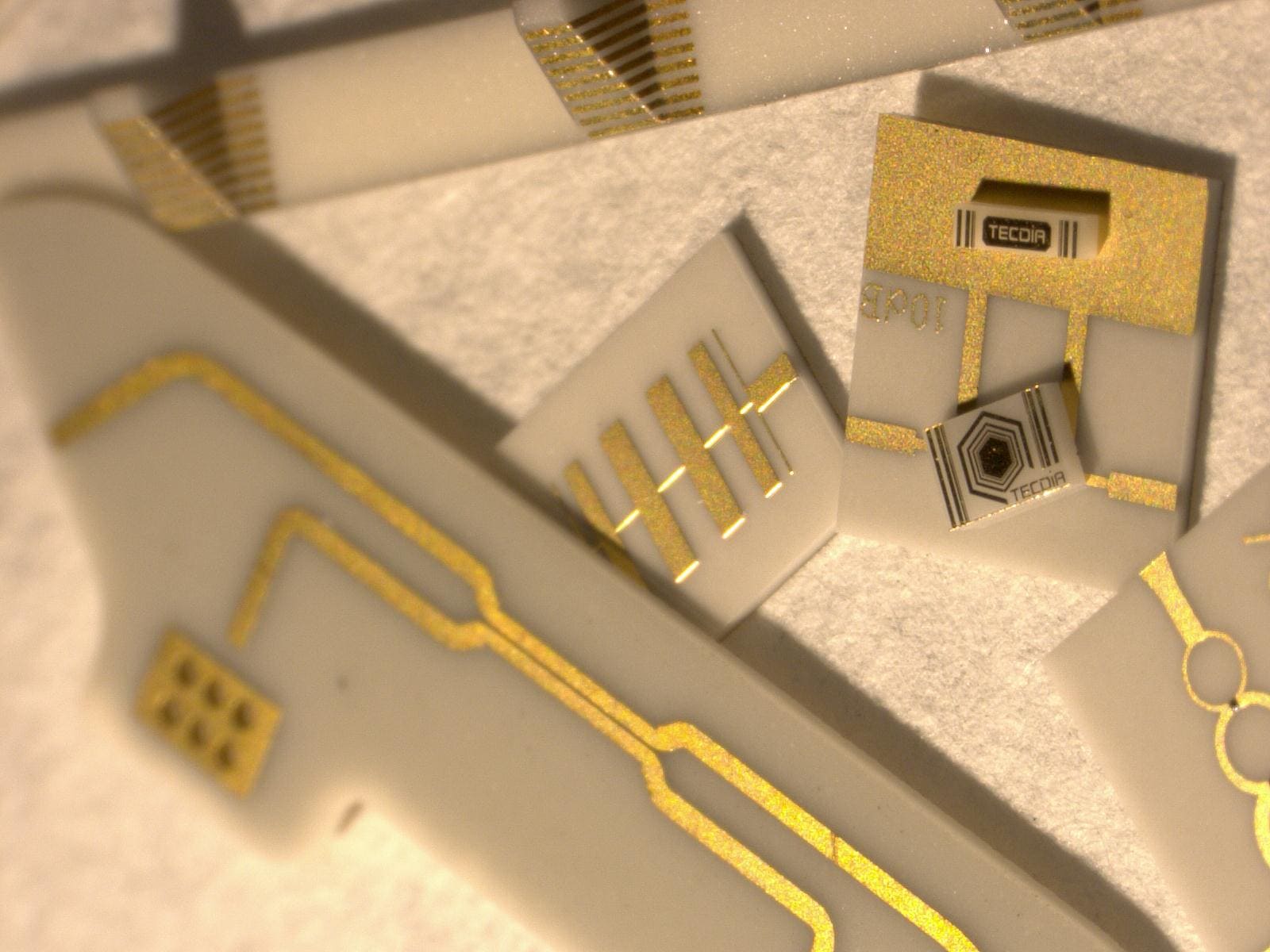


薄膜电路基板
我们擅长在立体基板上蚀刻极细电路和侧面电路。此外,利用宿务工厂的组装技术,我们可以提供从薄膜电路板生产到封装的一站式服务。
・适用于商业和航空航天系统大部分系统应用
・检验方法等级可分为三种类型:标准、商业和客户定制
・机械和电气特性按每批产品进行抽样检查,对所有产品进行目视检查
| 检查项目 | 检查数量 | 允许的不良数 | |
| 外观检查 | Inspection Lot AQL II(1.0%) | Inspection Lot AQL II(1.0%) | |
| 尺寸检查 | 3 pcs per Wafer Lot | 0 | |
*其他检查因设计而异,详情请咨询我们。
| 项目 | 测试条件 | ||||||
| 温度循环 | MIL-STD-883 / Method 1010 Cond. A / B / C | ||||||
| 热冲击 | MIL-STD-202 / Method 107 Cond. A / B / F | ||||||
| 抗拉强度 | MIL-STD-883 / Method 2019 | ||||||
| 振动 | MIL-STD-202 / Method 201 | ||||||
| 高频振动 | MIL-STD-202 / Method 204 Cond. A / D | ||||||
| 可变振动 | MIL-STD-883 / Method 2007 Cond. A | ||||||
| 单位 | 氧化铝(Al2O3) | 氮化铝(AlN) | ||
| 99.6%(标准) | 170W/mK(标准) | |||
| 厚度 | mm | 0.254 / 0.381 / 0.508 / 0.635 (最小: 0.10 最大: 1.30) |
||
| 厚度公差 | mm | 0.013 | ||
| 尺寸 | 最大 | mm | 10.0 × 10.0 | |
| 最小 | mm | 0.25 × 0.25 | ||
| 表面粗糙度 | 表面 | Ra μm (μ”) | Polish 0.025 (0.001) | Polish 0.051 (0.002) |
| 底面 | Ra μm (μ”) | Polish 0.025 (0.001) | Polish 0.051 (0.002) | |
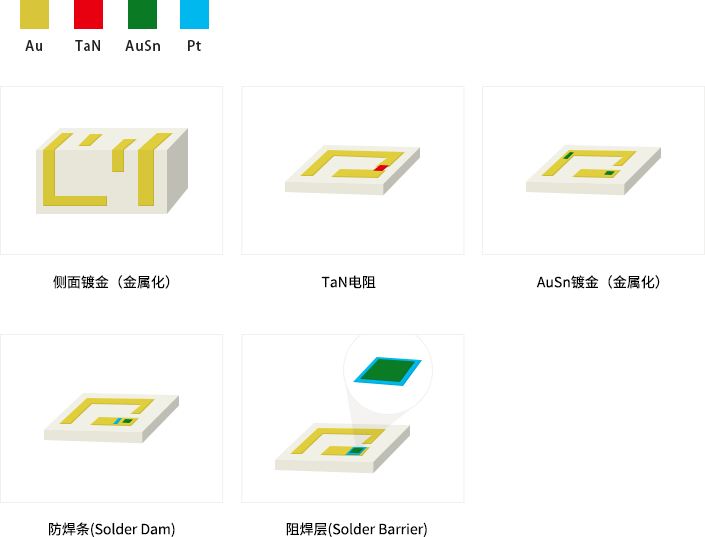
| 镀层构成 | 电镀层 | – | Ti – Pt – Au | |
| 镀层厚 | 标准 | μm | Au: 0.10 –
5.00 Pt: 0.15 Ti: 0.06 |
Au: 0.10 –
3.00 Pt: 0.15 Ti: 0.06 |
| 电阻 | 电阻镀层 | – | 氮化钽 (TaN) | |
| 表面电阻 | Ω/sq | 25 / 50 / 75 / 100 | ||
| 温度特性 | ppm/℃ | -100 ± 50 | ||
| 金锡 | 组成比 | % | Au : Sn = 80 : 20 (Nominal) | |
| 厚度 | μm | 3.00 – 7.00 | ||
| 线宽线距 | mm | 标准 0.025 / 0.025 最小 0.01 / 0.01 | ||
| 留边 | mm | 标准 0.03 | ||
*如需其他材料,如电介质、铁氧体、石英等,可与我们联系。
*如需其他规格也请联系我们。
| 项目 | 单位 | 规格 |
| 色调 | – | 白色 |
| 含有率* | % | 99.6 |
| 密度 | g/㎝2 | 3.88 |
| 热传导率 | W/m・K | 26.9 |
| 热膨胀系数 | X10-6 /℃ | 25 ~ 300℃ : 7 |
| 25 ~ 600℃ : 7.2 | ||
| 介电常数ε | @1MHz | 9.9 |
| 介电损耗 | @1MHz | 0.0001 |
| 体积固有电阻 | Ω・cm | 25℃ : >1.0×1014 |
| 100℃ : >1.0×1014 | ||
| 300℃ : >1.0×1014 |
| 项目 | 单位 | 规格 |
| 色调 | – | 灰色 |
| 密度 | g/㎝2 | 3.3 |
| 热传导率 | W/m・K | 170 |
| 热膨胀系数 | X10-6 /℃ | 25 ~ 500℃ : 4.6 |
| 介电常数ε | @1MHz | 8.8 |
| 介电损耗 | @1MHz | 0.0001 |
| 体积固有电阻 | Ω・cm | 25℃ : >1.0×1014 |
如果您有特定的包装方法,请与我们联系
| 素材 | 色 | 尺寸 | |
| 华夫盘 | ABS | 白色/自然色 | 2inch / 4inch |
| 华夫盘* | 抗静电 | 黑色 | 2inch / 4inch |
*请联系我们了解托盘的尺寸。
产品:符合欧洲RoHS要求
包装材料:符合欧洲有关容器和包装以及废物容器和包装的要求
| 质保期 | 交付后1年 | |
| 保存条件* | 盘装产品 | 温度+13℃~ +33℃ 湿度60%RH以下 |
| 蓝膜产品(UV包装膜除外) | 温度+20℃~ +26℃ 湿度60%RH以下 | |
*在常压避免阳光直射、振动、冲击、腐蚀性气体环境、和其他特殊气体、冷冻、冷凝和多尘环境下储存。
此外,请勿用手直接接触产品。
安装时,请注意不要因过度填充粘合剂而使侧面短路。
此外,安装条件会影响裂缝的产生,因此我们建议您根据自己的条件进行确认。
| ・使用的金丝 | Φ30um以下のAu金丝 |
| ・键合温度 (補足事項) |
楔形键合 : 200~270℃ 球形键合 : 150~250℃ 建议同时使用工具加热。 |
| ・粘接方式 | 热压或超声波热压 |
| ・注意事項 | 在距电极端 25um 或以上距离处进行键合。 另外,如果用硬线键合加速度大,陶瓷材料表面会受到损伤, 这可能会导致电极剥落,因此我们建议在安装前进行检查和调整。 |
 Tel: (021)-6237-2208
Tel: (021)-6237-2208
工作时间:8:30-17:30